
Język

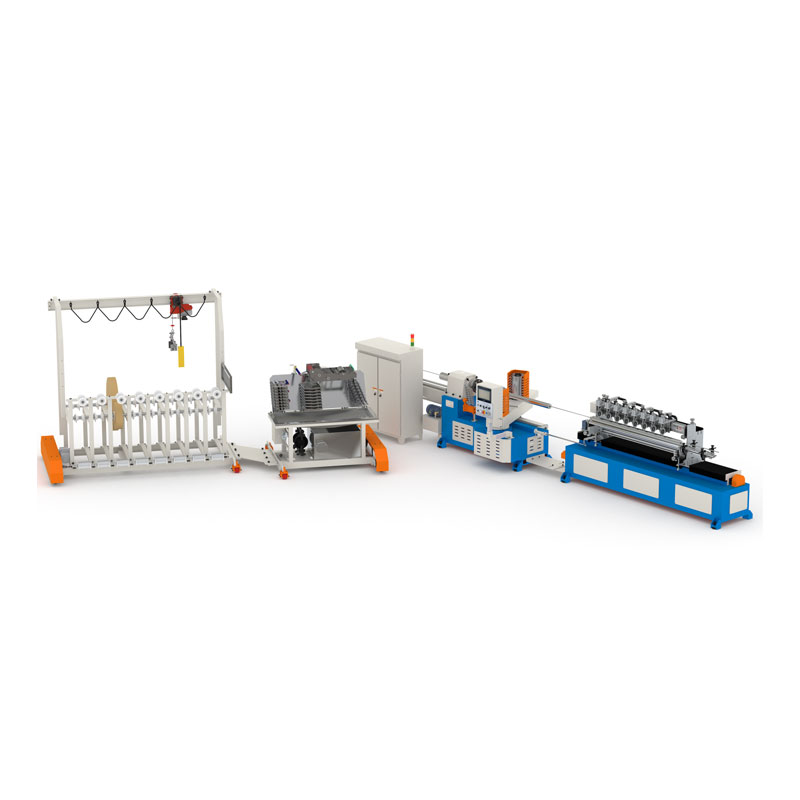
Tuby papierowe wyglądają na proste, ale każdy, kto je kupuje lub produkuje, zna bóle głowy: problemy z rozwarstwianiem, nierówna grubość ścianek, bałagan po kleju, rozmyte krawędzie, teleskopowanie, słaba okrągłość i ciągłe przestoje spowodowane wymianą ostrzy lub złym podawaniem papieru. W tym artykule opisano, co faktycznie powoduje te problemy i w jaki sposób:Maszyna do produkcji tub papierowychmożna konfigurować, obsługiwać i konserwować, aby zapewnić stabilną jakość na dużą skalę. Otrzymasz praktyczną listę kontrolną zakupów, przebieg produkcji zapobiegający typowym defektom, tabelę porównującą opcje maszyn, procedurę kontroli jakości, której klienci ufają, oraz przewodnik dotyczący rozwiązywania problemów, z którego operatorzy mogą korzystać na hali.
Kiedy kupujący mówi „Twoje lampy są niespójne”, zwykle ma na myśli jeden z tych konkretnych problemów. Dobrze skonfigurowanyMaszyna do produkcji tub papierowychnależy zapobiegać im u źródła, a nie poprzez sortowanie uszkodzonych lamp, gdy są już wyprodukowane.
Jeśli pozyskujesz tuby do opakowań, etykiet, folii, tekstyliów, papierni lub do zastosowań związanych z budownictwem, Twoim klientom zależy na tych samych dwóch rzeczach:powtarzalnośćIczyste krawędzie. Wszystko w Twoim procesie powinno chronić te wyniki.
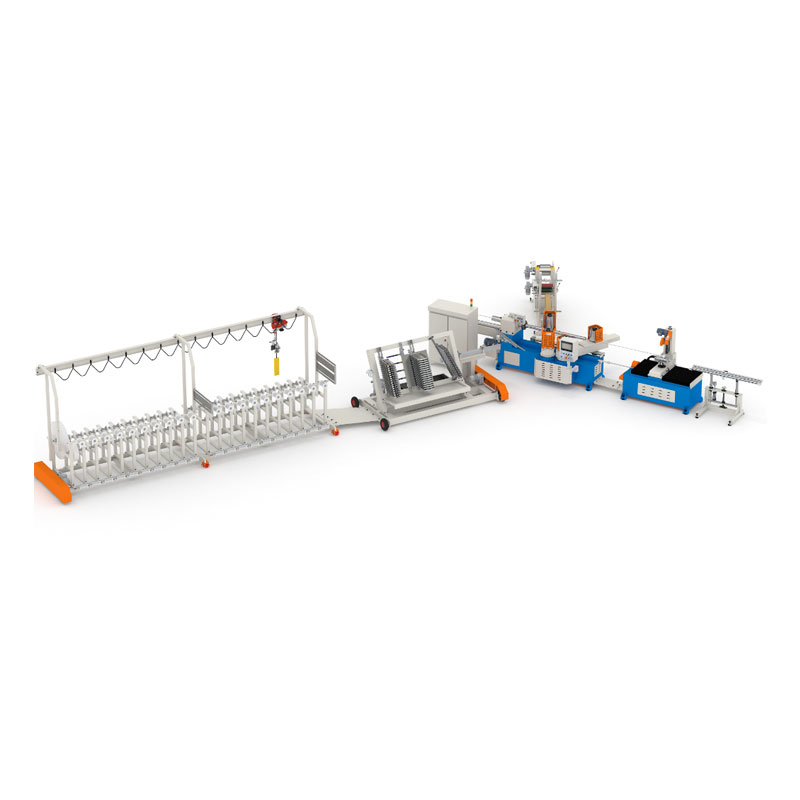
Linia rurowa to system. Jeśli skoncentrujesz się tylko na „prędkości maszyny”, szybciej będziesz produkować złom. Oto przepływ pracy, który powinieneś ocenić krok po kroku:
Jeśli Twoje obecne lampy zawiodą „losowo”, przyczyna rzadko jest przypadkowa. Zwykle są to zmiany naprężenia, lepkości kleju lub zużycia trzpienia, których nikt nie mierzył, dopóki klienci nie złożyli skarg.
Nie każde zastosowanie rur wymaga tej samej metody konstrukcji. Skorzystaj z poniższej tabeli, aby dopasować styl maszyny do wymagań produktu.
| Typ maszyny/procesu | Najlepsze dla | Mocne strony | Uważaj na Outy |
|---|---|---|---|
| Uzwojenie spiralne | Tuby opakowaniowe ogólne, tuleje tekstylne, tuleje etykietowe, tuby ochronne | Wysoka wydajność, elastyczne rozmiary, stabilna moc wyjściowa przy kontrolowanym napięciu | Wymaga dobrego napięcia/stabilności kleju, aby uniknąć rozwarstwienia i owalności |
| Nawijanie konwolutowe | Rury o wysokiej precyzji, grubsze ścianki, zastosowania wymagające większej tolerancji | Doskonały potencjał okrągłości, mocna struktura, czysty układ warstw | Wyższa czułość konfiguracji; szerokość papieru i wyrównanie muszą być spójne |
| Linia ręczna / podstawowa | Małe partie, testowanie nowych produktów w tubach, ograniczony budżet | Niższy koszt początkowy, proste szkolenie | Wydajność zależy w dużej mierze od umiejętności operatora; trudniej zachować spójność |
| Linia półautomatyczna | Rosnące fabryki wymagające stabilnej wydajności bez kosztów pełnej automatyzacji | Zrównoważona produktywność, bardziej stabilna kontrola kluczowych kroków | Nadal potrzebne są standardowe procedury operacyjne, aby zapobiec dryftowi ustawień |
| Linia o wysokiej automatyzacji | Duże zamówienia, wąskie okna dostaw, klienci z rygorystyczną kontrolą jakości | Powtarzalność, mniejsza zależność od siły roboczej, lepsze skalowanie | Wymaga zdyscyplinowanej konserwacji i planowania części zamiennych |
„Najlepsza” opcja to ta, która pasuje do tolerancji rury, zakresu średnic, grubości ścianki i oczekiwań klienta, a nie ta z największą liczbą prędkości w broszurze.
Jeśli chcesz uniknąć wyrzutów sumienia kupującego, zablokuj swoje wymagania przed porównaniem ofert. Oto praktyczna lista kontrolna:
Wskazówka dla profesjonalistów: zadaj sobie to niewygodne pytanie —„Co się stanie, jeśli mój najlepszy operator zrezygnuje?”Jeśli Twoja jakość się załamie, nie masz jeszcze procesu; masz osobę. Odpowiednio określonyMaszyna do produkcji tub papierowychi udokumentowane ustawienia zmniejszają to ryzyko.
Nie potrzebujesz skomplikowanego laboratorium, aby zdobyć zaufanie. Potrzebujesz spójności i identyfikowalności. Użyj prostej procedury, którą operatorzy mogą faktycznie wykonać:
Najpotężniejszym ulepszeniem jest śledzeniepowody złomu. Jeśli głównym powodem złomu jest „dżem w karmieniu”, nie kupuj szybszego sprzętu – najpierw popraw stabilność karmienia i trening.
Fabryki często gonią za szybkością, a potem są karane złomem, nadgodzinami i wściekłymi klientami. Lepszym planem jest zaprojektowanie stabilnego wyjścia:
Planując dane wyjściowe, uwzględnij ukryte pochłaniacze czasu: obsługę splotów, czyszczenie kleju, wymianę ostrzy i zmianę rozmiaru. Nieco wolniejsza linia z mniejszą liczbą przystanków może osiągnąć lepsze wyniki niż szybsza linia, która stale łamie rytm.
Większość „tajemniczych problemów” z rurociągami to ukryte problemy konserwacyjne. Chroń czas pracy dzięki nawykom, które są nudne, ale opłacalne:
Jedna niedoceniana wskazówka: traktuj klej jak materiał kontrolowany, a nie „wszystko, co jest dostępne”. Stabilna lepkość i czysta aplikacja mają większy wpływ na jakość rurek niż wiele kosztownych ulepszeń.
A Maszyna do produkcji tub papierowychnie jest jednorazowym zakupem. To długoterminowa relacja produkcyjna. Wybrany dostawca powinien być w stanie wyjaśnić ustawienia, rozwiązać problemy i pomóc w standaryzacji wyników – nie tylko w transporcie sprzętu.
Jeśli oceniasz dostawców, poszukaj:
Dla zespołów, które chcą bardziej zorganizowanego podejścia — zwłaszcza przy skalowaniu wydajności —Wenzhou Feihua Printing Machinery Co., Ltd.jest często oceniany jako opcja dostawcy, ponieważ wielu nabywców chce nie tylko sprzętu, ale także praktycznych wskazówek operacyjnych i stabilnych procedur produkcyjnych, które zmniejszają zależność od „operatorów-bohaterów”.
Jeśli obecne świetlówki mają problemy z nierównym łączeniem, nierównymi krawędziami lub przestojami zakłócającymi dostawę, naprawa rzadko jest „szybsza”. Prawdziwym rozwiązaniem jest dopasowanie prawej stronyMaszyna do produkcji tub papierowychkonfigurację zgodnie ze specyfikacjami lampy, a następnie zbuduj powtarzalny proces, który utrzyma stałą jakość nawet w przypadku zmiany przesunięć.
Chcesz omówić zakres rozmiarów rur, tolerancję docelową i cele produkcyjne? Sięgnij iskontaktuj się z namiaby zapoznać się z praktycznym planem maszyny i procesu, który pasuje do Twojej fabryki – a nie tylko ogólną wyceną.











