
Język

Szybkie dania na wynos:
Kupno AMaszyna do produkcji tub papierowychwygląda prosto, dopóki nie rozpocznie się prawdziwa produkcja: w jednym tygodniu gonisz za dryftem średnicy, w następnym już tak czyszczenie nagromadzonego kleju, klienci narzekają na miękkie rdzenie lub nierówne końce. Ten artykuł jest napisany dla zespołów zakupowych, właścicieli fabryk, i inżynierom, którzy potrzebują jasnej i obarczonej niskim ryzykiem ścieżki wyboru i uruchomienia maszyny zapewniającej stabilną wydajność i przewidywalne koszty operacyjne, i łatwiejsze szkolenie operatorów.
Omówimy etapy produkcji, które faktycznie tworzą (lub niszczą) jakość rur, specyfikacje, które mają największe znaczenie, oraz matrycę decyzyjną można wykorzystać do dopasowania zastosowań — rdzeni tekstylnych, rdzeni do nawojów folii, rur do puszek papierowych i przemysłowych rur ochronnych — do odpowiedniej maszyny konfiguracja. Na końcu znajdziesz także listę kontrolną akceptacji, plan konserwacji zapobiegający „tajemniczym przestojom” oraz praktyczne FAQ.
Większość kupujących zaczyna od porównania prędkości, zakresu średnic i ceny. Te liczby mają znaczenie, ale rzadko wyjaśniają, dlaczego istnieją dwie fabryki „podobne maszyny” kończą się zupełnie innymi wynikami. Z naszego doświadczenia wynika, że prawdziwe problemy pojawiają się w codziennej produkcji:
Zmiana sposobu myślenia kupujących:Nie pytaj: „Jaka jest maksymalna prędkość?” Pierwszy. Zapytaj: „Co musi pozostać stabilne, aby moi klienci mogli za każdym razem zaakceptować tubę?” AMaszyna do produkcji tub papierowychto maszyna stabilności udająca maszynę prędkości.
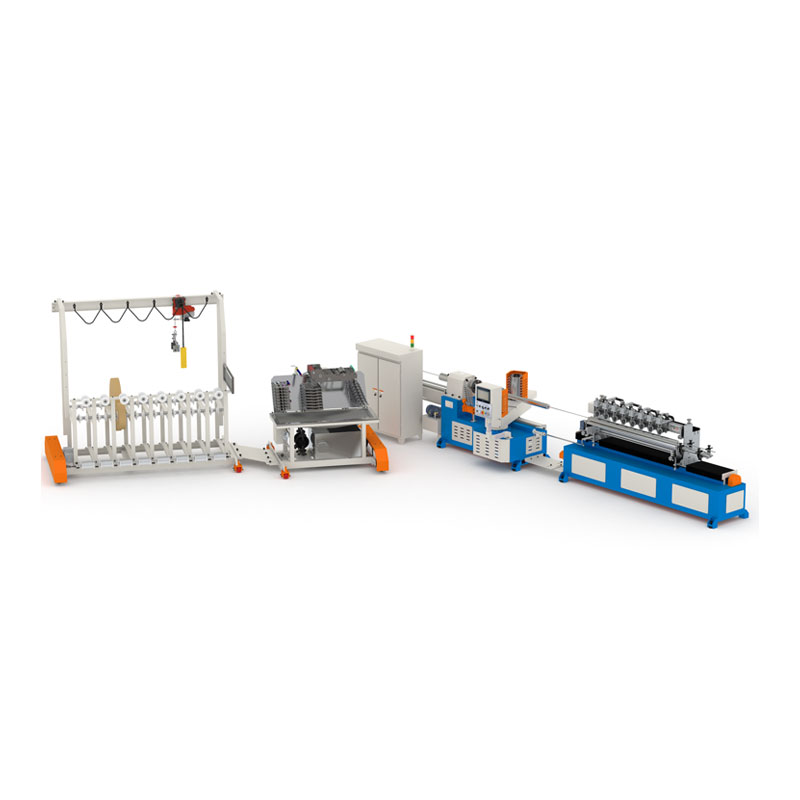
Niezależnie od tego, czy produkujesz grube rdzenie do tapet, tuleje tekstylne, tuleje do nawojów folii czy tuby z papieru kompozytowego, podstawowy proces jest podobny: podawanie papieru, nakładanie kleju, spiralne nawijanie wokół trzpienia, przycinanie na długość i utwardzanie/wykańczanie. Różnica między „w porządku” a „niezawodność” to kontrola w czterech kluczowych punktach.
1) Podawanie papieru i napięcie warstwy
Wiele warstw wydaje się proste, dopóki napięcie się nie zmieni. Jeśli jedna warstwa będzie nieco luźniejsza, możesz uzyskać owalność, słabe strefy łączenia lub powierzchnię falowanie. Poszukaj stabilnego odwijania, korekty wyrównania i powtarzalnej kontroli naprężenia — szczególnie w przypadku drukowania szerokich rolek lub zmiany gatunku papieru.
2) Konsystencja aplikacji kleju
Klej jest często główną przyczyną przestojów w zakresie złomu i czyszczenia. Zbyt mała ilość kleju powoduje rozwarstwianie pod obciążeniem; zwiększa się ilość kleju koszty, bałagan i czas utwardzania. Praktyczne pytania, które warto zadać:
3) Geometria uzwojenia i stabilność trzpienia
Kąt nawinięcia, sztywność trzpienia i ustawienie mechaniczne decydują o tym, czy średnica wewnętrzna/zewnętrzna rury pozostaje w granicach tolerancji w dłuższej perspektywie. Jeśli Twoi klienci potrzebują ciasno pasowanych rdzeni, nawet niewielki dryft staje się kosztowny.
4) Jakość cięcia i kontrola zapylenia
Cięcie ma miejsce wtedy, gdy „szybkie” staje się „ryzykowne”. Złe cięcie powoduje powstawanie zadziorów, kurzu lub nierównych końcówek – szczególnie w przypadku grubszych rur. Jeśli wysyłasz produkty do branż, które bezpośrednio zajmują się wyrobami gotowymi (opakowania lub zastosowania konsumenckie), czyste cięcie ma znaczenie.
Porównując AMaszyna do produkcji tub papierowychskup się na specyfikacjach, które bezpośrednio wiążą się z Twoimi bolesnymi punktami. Poniższa tabela to praktyczna lista kontrolna – wykorzystaj ją do uporządkowania dyskusji z dostawcami i unikaj niejasnych obietnic.
| Co oceniać | Dlaczego to ma znaczenie | O co prosić (na podstawie dowodów) |
|---|---|---|
| Zakres ID/OD rury i zakres grubości ścianki | Określa możliwości produktu i rynki docelowe | Probówki o średnicach min./mid./max, z metodą pomiaru i tolerancją |
| Możliwości warstw i kompatybilność z papierem | Wytrzymałość i sztywność zależą od warstw i gatunku papieru | Korzystaj z aktualnego artykułu (lub jego zbliżonego odpowiednika) przez ciągły okres próbny |
| Metoda cięcia i stabilność cięcia | Określa jakość końcową, zapylenie i współczynnik odrzutów | Sprawdź powierzchnię cięcia, poziom zadziorów i powtarzalność długości przy prędkości produkcyjnej |
| Czas przezbrojenia (długość/średnica) | Produkcja o dużym zróżnicowaniu może powodować straty godzin tygodniowo | Demo zmiany w czasie z typową zmianą produktu |
| System sterowania i interfejs operatora | Zmniejsza zależność operatora i czas szkolenia | Pokaż receptury parametrów, dzienniki alarmów i przebieg operacji krok po kroku |
| Projekt konserwacji | Zapobiega „niewidocznym przestojom” spowodowanym gromadzeniem się kleju i zużyciem części | Lista części zamiennych, zalecane okresy międzyobsługowe i punkty dostępu do czyszczenia |
| Narzędzia i ślad | Ograniczenia mocy i przestrzeni mogą ograniczać rzeczywistą przepustowość | Układ instalacji, wymagania dotyczące zasilania i zalecany odstęp roboczy |
Praktyczna zasada:Jeśli dostawca nie może wykazać stabilności na podstawie rzeczywistych próbek i powtarzalnego testu, kupujesz ryzyko – nie sprzęt.
Nie wszystkie rury są równe. Maszyna, która dobrze radzi sobie z lekkimi tubami opakowaniowymi, może mieć problemy z grubymi tulejami przemysłowymi. Użyj tej matrycy jako punktu wyjścia do dopasowania aplikacji do możliwości maszyny.
| Aplikacja | Typowy priorytet kupującego | Zalecane skupienie maszyny | Typowy błąd, którego należy unikać |
|---|---|---|---|
| Rdzenie do rolek tekstylnych/materiałowych | Siła + prostota | Stabilne napięcie uzwojenia, stała grubość ścianki, niezawodne cięcie | Miękkie rdzenie, które odkształcają się pod ciężkimi rolkami |
| Rdzenie do uzwojeń folii / rdzeni do nawojów dywanowych | Stabilność wymiarowa | Sztywność trzpienia, ścisła kontrola tolerancji, czyste przycięte końce | Rury owalne powodujące problemy z pasowaniem w urządzeniach nawojowych |
| Rurki do puszek z papieru kompozytowego | Wykończenie powierzchni + klejenie | Jednolite nakładanie kleju, stabilne łączenie warstw, gładsze opcje wykończenia | Rozwarstwienie lub widoczne ślady kleju |
| Przemysłowe tuby ochronne / opakowania ogólne | Efektywność kosztowa | Wykorzystanie materiału, szybka zmiana, łatwy dostęp konserwacyjny | Wysoki poziom złomu wynikający z niestabilności kleju i zużycia ostrza |
| Rdzenie o grubych ściankach (wytrzymałe) | Nośność | Możliwość obróbki większych grubości ścianek, solidny układ napędowy, stabilne cięcie | Nadmiar kurzu/zadziorów i nierówne powierzchnie końcowe |
A Maszyna do produkcji tub papierowychzakup staje się stresujący, gdy akceptacja opiera się na „dobrze wygląda”. Chcesz mieć mierzalny plan. Poniżej znajduje się lista kontrolna uruchomienia, którą możesz dostosować do swojej fabryki.
Test akceptacyjny (przed wysyłką lub na miejscu)
Niezbędne elementy instalacji na miejscu
Wskazówka: jeśli nie możesz jasno zdefiniować pomiarów akceptacji, nie będziesz w stanie sprawiedliwie zarządzać później sporami dotyczącymi jakości. Wymierny plan chroni zarówno kupującego, jak i dostawcę.
Cena maszyny to tylko jedna linia budżetu. Prawdziwy koszt to kwota, jaką płacisz co miesiąc za odpady papierowe, odpady kleju, czas pracy, i zwroty przesyłek. Oto cztery czynniki wpływające na zwrot z inwestycji, które należy określić ilościowo:
Prosty eksperyment myślowy dotyczący ROI:
Jeśli poprawiona stabilność pozwoli zaoszczędzić zaledwie niewielki procent materiału i kilka godzin tygodniowo,
zwrot kosztów może być szybszy niż oczekiwano — szczególnie w przypadku fabryk realizujących zamówienia o dużym zróżnicowaniu.
WybórMaszyna do produkcji tub papierowychnie dotyczy tylko sprzętu. Chodzi także o to, jak dobrze dostawca może poprowadzić projekt specyfikacja do stabilnej produkcji. Na Wenzhou Feihua Printing Machinery Co., Ltd., zachęcamy kupujących do potraktowania zakupu jest to decyzja dotycząca systemu produkcyjnego – materiały, kontrola procesu, rutyna operatora i wsparcie posprzedażne – wszystko to wpływa na długoterminową wydajność.
Najbardziej efektywne projekty zazwyczaj podążają jasną ścieżką:
P1: Co powinienem przekazać dostawcy, aby uzyskać dokładną rekomendację dotyczącą maszyny do produkcji tub papierowych?
Udostępnij zakres ID/OD tuby, grubość ścianki, zakres długości, rodzaje papieru (gramatura i powłoka), rodzaj kleju, docelową dzienną produkcję i branże służysz. Jeżeli posiadasz tubkę ze „złotą próbką”, podziel się zdjęciami i pomiarami. Im jaśniejsze są Twoje wymagania, tym mniej niespodzianek po instalacji.
P2: Moje obecne świetlówki czasami się rozwarstwiają. Czy to zawsze jest problem z klejem?
Nie zawsze. Rozwarstwienie może wynikać z niespójności kleju, ale także z wilgoci papieru, słabej równowagi naprężeń pomiędzy warstwami lub niewystarczającej czas utwardzania. Ustrukturyzowane podejście do rozwiązywania problemów sprawdza najpierw powłokę klejową, następnie zmienność papieru, a następnie naprężenie i wyrównanie uzwojenia.
P3: Jaki jest najczęstszy powód, dla którego nowa maszyna do produkcji tub papierowych działa gorzej po pierwszym miesiącu?
Najczęstszą przyczyną jest brak procedur: operatorzy odchodzą od standardowych ustawień, pomijanie czyszczenia pod presją czasu i duże ilości papieru zmieniać bez poprawek. Krótka codzienna lista kontrolna (kontrole rozruchu, pomiary w trakcie procesu, czyszczenie stacji klejenia) zapobiega temu.
P4: Czy potrzebuję w pełni automatycznego sterowania dla małej fabryki?
Jeśli asortyment produktów jest stabilny i masz doświadczonych operatorów, prostsze sterowanie może zadziałać. Ale jeśli często zmieniasz rozmiary, uruchamiaj wiele zmiany lub chcesz szybszego szkolenia, lepsza automatyzacja często się opłaca, zmniejszając ilość złomu i zależność od operatora.
P5: Jaki test akceptacyjny jest „sprawiedliwy” dla obu stron?
Rzetelny test wykorzystuje uzgodnione materiały, trwa wystarczająco długo, aby ujawnić rzeczywiste zachowanie i mierzy wyniki przy użyciu wspólnej metody. W ten sposób dyskusje na temat jakości pozostają oparte na faktach, a nie subiektywne.
PrawoMaszyna do produkcji tub papierowychto ten, który utrzymuje spójność rurek – nie tylko pierwszego dnia, ale po prawdziwych miesiącach produkcja z prawdziwymi partiami papieru, prawdziwymi operatorami i realną presją zamówień. Jeśli ocenisz punkty kontrolne (napięcie, klej, wyrównanie uzwojenia, i cięcia) i nalegając na mierzalny plan akceptacji, radykalnie zmniejszasz ryzyko i chronisz swoje marże.
Jeśli planujesz nową linię rurową lub modernizujesz starą, podaj nam specyfikację lamp i dzienną docelową produkcję. Pomożemy Ci zamapować odpowiednią konfigurację i plan akceptacji, który będziesz mógł faktycznie wyegzekwować – wtedy będzie to możliweskontaktuj się z namiaby otrzymać ofertę dostosowaną do indywidualnych potrzeb.











