
Język

A Papier Tmaszyna ubemoże wyglądać prosto na powierzchni — papier w rolce, nałożyć klej, przyciąć na długość. W prawdziwych fabrykach problemy ujawniają się szybko: niestabilna wytrzymałość rur, bałagan klejowy, częste przestoje, powolna zmiana rozmiaru, oraz niespójne cięcia, które powodują marnotrawstwo i skargi klientów. W tym artykule opisano proces wytwarzania rur, najczęstsze problemy produkcyjne i związane z tym możliwości maszyny je rozwiązać. Otrzymasz także praktyczną listę kontrolną zakupu, tabelę opisującą wszystkie funkcje i problemy oraz podręcznik konserwacji, dzięki któremu będziesz mógł uruchomić stabilne zmiany i mniej niespodzianek.
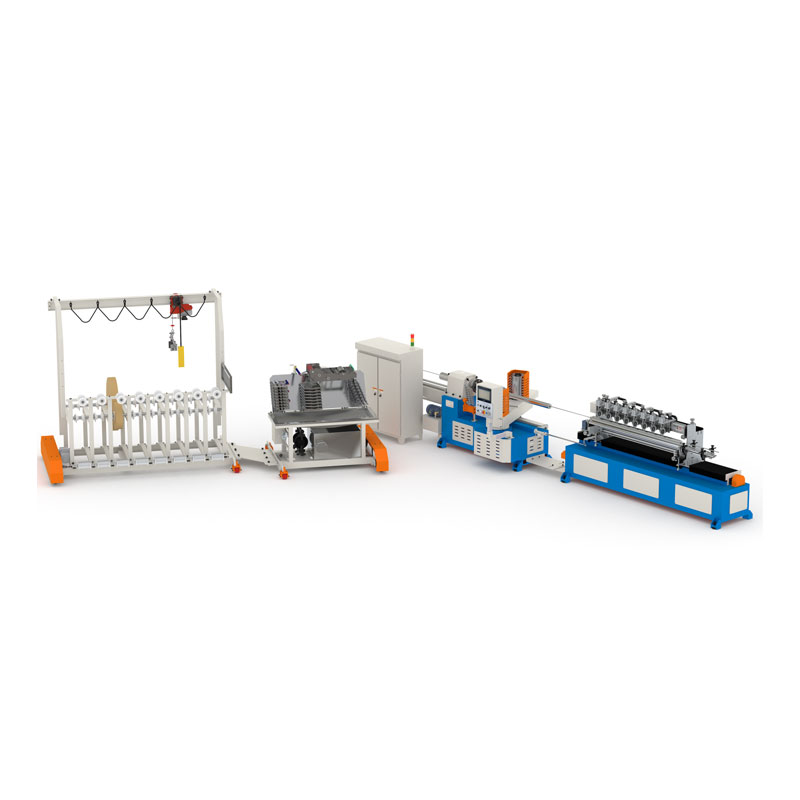
A Maszyna do produkcji tub papierowychtworzy rurki poprzez nawijanie wielu warstw papieru wokół trzpienia (czasami nazywanego wałkiem lub rdzeniem), sklejając je klejem, a następnie przycinając rurkę na wymaganą długość. W zależności od branży gotowa tuba może być tubą opakowaniową, rdzeń foliowy lub tekstylny, kompozytowy korpus puszki lub rura konstrukcyjna stosowana jako rękaw ochronny.
Różnica między „producentem lamp”, który po prostu działa, a linią, która (grzecznie) drukuje pieniądze, polega na konsekwencji: stałe napięcie, spójne nakładanie kleju, stały nacisk nawijania i spójne cięcie. Kiedy te zmienne dryfują, powstają słabe rurki, owalność, rozwarstwienie, kurz, zanieczyszczenie klejem lub słaba tolerancja długości.
Punkt bolesny 1: Nierówna wytrzymałość rurki
Klientów nie obchodzi, że partie papieru się zmieniają lub że wilgotność zmienia się z dnia na dzień. Jeżeli rura ulegnie zmiażdżeniu, rozwarstwieniu, lub zapadnie się podczas zwijania/pakowania, tracisz zaufanie i marżę. Problemy z wytrzymałością zwykle wynikają z kontroli napięcia papieru, jednorodność kleju i stabilność ciśnienia uzwojenia.
Punkt bolesny 2: Bałagan kleju i niestabilne wiązanie
Zbyt dużo kleju powoduje poślizg, zanieczyszczenie i przestoje w czyszczeniu. Zbyt mała powoduje rozwarstwianie i osłabienie stawów. Kontrolowana ścieżka dostarczania kleju (i przyjazna dla operatora procedura czyszczenia) to często najszybszy zwrot z inwestycji.
Problem 3: Powolne zmiany
Jeśli zmiana średnic lub grubości ścianek zajmie wieczność, unikniesz różnorodności produktów i przegapisz zamówienia. Szybkie zmiany rozmiaru opierają się na mechanizmach szybkiej regulacji, jasnych odniesieniach do konfiguracji i stabilnych recepturach cyfrowych.
Problem nr 4: Słaba dokładność cięcia i szorstkie krawędzie
Złe cięcia objawiają się niedopasowaniem długości, zadziorami, zmiażdżonymi końcówkami i reklamacjami klientów. Stabilność cięcia zależy od sztywności, stanu ostrza, synchronizacji z prędkością posuwu rury, i czystą metodę usuwania pyłu.
Jeśli oceniasz nową linię, nie zaczynaj od pytania „Jaka jest maksymalna prędkość?” Zacznij od pytania: „Jaka prędkość, przy naszych specyfikacjach rur, pozostaje stabilna przez całą zmianę bez wysokiej jakości driftu?”
Zrozumienie procesu pomaga wykryć, gdzie wkrada się niestabilność. Większość produkcji tub papierowych przebiega według następującej sekwencji:
StajniaMaszyna do produkcji tub papierowychnie jest „jedną cechą”. To łańcuch: jeśli napięcie spada, klej staje się nierówny; jeśli klej jest nierówny, ciśnienie uzwojenia zachowuje się inaczej; jeśli zmienia się ciśnienie uzwojenia, zmienia się jakość cięcia. Dobry sprzęt sprawia, że łańcuch jest przewidywalny.
Oto możliwości, które mają największe znaczenie, gdy produkcja jest rzeczywista, a nie teoretyczna:
| Problem produkcyjny | Możliwości maszyny, które pomagają | Na co powinieneś zwrócić uwagę podczas oceny |
|---|---|---|
| Rozwarstwienie rury / słabe wiązanie | Stabilne nakładanie kleju i kontrolowana ścieżka kleju | Równomierna warstwa kleju, łatwe w czyszczeniu części, przejrzyste zakresy ustawień dla gramatury papieru i grubości tuby |
| Rury owalne / słaba okrągłość | Sztywny system formowania i stabilny nacisk uzwojenia | Spójne odczyty średnicy zewnętrznej/identycznej rury, minimalne wibracje, płynna praca przy docelowej prędkości |
| Zmarszczki i nieprawidłowe ułożenie warstw | Dobre prowadzenie papieru i stabilność naprężenia | Czysta ścieżka wstęgi, niezawodne hamowanie/sterowanie, powtarzalne ustawienie po wymianie szpuli |
| Ostre krawędzie/niedopasowanie długości | Dokładna synchronizacja cięcia | Cięcie próbek w długich seriach: sprawdź zadziory, zgniecione końce, zgodność tolerancji długości |
| Za dużo złomu podczas uruchamiania | Szybkie referencje dotyczące konfiguracji i przyjazne dla operatora elementy sterujące | Łatwa regulacja parametrów, przejrzyste wskaźniki, stabilne wyniki po ponownym uruchomieniu |
| Przestoje spowodowane czyszczeniem i zacięciami | Dostęp konserwacyjny i przewidywalne materiały eksploatacyjne | Proste etapy czyszczenia, dostępne obszary klejenia/cięcia, standardowe części zużywalne |
Zauważ, czego brakuje: niejasnych obietnic. Najlepsze rozmowy o zakupach krążą wokół specyfikacji lamp i rzeczywistości, w której pracujesz. Jeśli dostawca może wyjaśnić, w jaki sposób ichMaszyna do produkcji tub papierowychpozostaje stabilny przez długi czas — zwłaszcza podczas zmiany szpuli i ponownego uruchomienia — wtedy jesteś już blisko podjęcia dobrej decyzji.
Zanim porównasz oferty, zablokuj swoje wymagania. Maszyna, która jest idealna do cienkościennych tub opakowaniowych, może nie sprawdzić się w przypadku ciężkich tulei przemysłowych. Skorzystaj z poniższej listy kontrolnej, aby uniknąć zakupów „prawie w porządku”.
Określ wymagania dotyczące rur
Poproś o nastawienie na próbę
| Co zweryfikować | Jak to zweryfikować | Wskazówka zaliczona/niezaliczona |
|---|---|---|
| Stabilność wymiarowa (OD/ID/okrągłość) | Pomiar rur na dłuższą metę i po ponownym uruchomieniu | Minimalny dryf, stabilne odczyty bez ciągłego kręcenia pokrętłem |
| Konsystencja siły wiązania | Wytnij przekroje i sprawdź równomierność połączenia warstw | Brak wyraźnych suchych stref, brak nadmiernego wyciskania kleju |
| Jakość cięcia | Sprawdź końcówki pod kątem zadziorów/zgnieceń; sprawdzić tolerancję długości | Czyste krawędzie i powtarzalna długość w poszczególnych partiach |
| Doświadczenie operatora | Poproś operatorów o wykonanie procedur wymiany szpuli i ponownego uruchomienia | Proces pozostaje spokojny; konfiguracja jest przejrzysta i powtarzalna |
| Realizm konserwacji | Przejdź przez etapy czyszczenia i wymiany części zużywalnych | Przystępny projekt i proste procedury, których nie można pominąć |
Kontrola jakości produkcji rur nie musi być skomplikowana; to musi być spójne. Jeśli prowadziszMaszyna do produkcji tub papierowychna dużą skalę mały dryf szybko staje się kosztowny.
Wskazówka dla profesjonalistów: jeśli poziom złomu wzrasta „losowo”, zwykle nie jest to przypadek — śledź, kiedy to się dzieje (po wymianie szpuli, po postojach, w wilgotnych okresach). a znajdziesz wzór, który możesz naprawić.
Dyspozycyjność to strategia, a nie życzenie. Najłatwiejszy sposób na zachowanie plikuMaszyna do produkcji tub papierowychstabilnym jest traktowanie konserwacji jak części produkcji. Oto praktyczne podejście stosowane przez wiele roślin:
| Częstotliwość | Co robić | Dlaczego to ma znaczenie |
|---|---|---|
| Na zmianę | Oczyść miejsca styku kleju, usuń pył papierowy w pobliżu cięcia, sprawdź widoczne luzy | Zapobiega gromadzeniu się materiału, który powoduje niestabilność wiązania i słabe cięcia |
| Codziennie | Sprawdź ostrza/narzędzia, sprawdź podstawowe prowadnice wyrównania, sprawdź ruchome części pod kątem nietypowego hałasu | Wychwytuje zużycie wcześnie, zanim stanie się złomem i przestojem |
| Tygodnik | Rutynowe smarowanie, głębsze czyszczenie, potwierdzenie napięcia i stabilności podawania | Stabilizuje proces i zapobiega dryftowi |
| Miesięczny | Przeglądaj zapasy części zamiennych, sprawdzaj kluczowe elementy zużywające się, odświeżaj szkolenie operatorów | Zmniejsza liczbę zatrzymań awaryjnych i zapewnia spójność operacji między zespołami |
Rozwiązywanie problemów zacznij od objawów i pracuj wstecz: jeśli cięcia są szorstkie, nie zrzucaj od razu winy na ostrze — sprawdź stabilność podawania rurki i wibracje. Jeśli pojawi się rozwarstwienie, nie zrzucaj od razu winy na papier — sprawdź równomierność kleju i zmianę naprężenia. Spokojna diagnoza za każdym razem przewyższa panikę.
Zakup sprzętu to jedno. Sprawne funkcjonowanie przez lata to kolejna sprawa. Dobra relacja z dostawcą zazwyczaj obejmuje: praktyczne wsparcie przy uruchomieniu, jasne wskazówki dotyczące obsługi, dostępne części eksploatacyjne i szybki serwis w przypadku rozwiązywania problemów. Cel jest prosty: utrzymać przewidywalność linii, aby harmonogram dostaw pozostał niezawodny.
Jeśli pozyskujesz z Wenzhou Feihua Printing Machinery Co., Ltd.traktuj rozmowę jak plan produkcji: podziel się specyfikacją lampy, rzeczywistością materiałową i docelową mocą wyjściową, a następnie zapytaj, w jaki sposób maszyna pozostaje stabilna w długich seriach, uruchamia się ponownie i często zmienia rozmiar. Jakość odpowiedzi, które otrzymasz, powie Ci więcej niż zwykła broszura.
P: Jakie informacje powinienem przygotować przed złożeniem zapytania o wycenę maszyny do produkcji tub papierowych?
A:Przygotuj zakres średnic rur, zakres grubości ścianek, zakres długości, gramaturę papieru/liczbę warstw, preferencje dotyczące rodzaju kleju, docelową wydajność na zmianę i wszelkie specjalne wymagania (wykończenie końcowe, kontrola zapylenia, wąskie tolerancje, częste zmiany rozmiaru). Im wyraźniejsze dane wejściowe, tym dokładniejsze zalecenie.
P: Skąd mam wiedzieć, czy moje problemy z wytrzymałością tuby wynikają z maszyny, czy z surowego papieru?
A:Sprawdź wzory. Jeśli rozwarstwienie gwałtownie rośnie po wymianie szpul, zatrzymaniu lub przesunięciu w wilgoci, prawdopodobnie ma to wpływ na stabilność procesu (napięcie, jednorodność kleju, ciśnienie uzwojenia). Jeśli dzieje się to stale w każdych warunkach, przyczyną może być zgodność surowca lub kleju.
P: Jaki jest realistyczny sposób oceny jakości cięcia?
A:Nie oceniaj na podstawie kilku próbek. Poproś o długą serię zgodnie ze specyfikacjami, a następnie sprawdź cięcie końcówek i spójność długości w czasie – szczególnie po ponownym uruchomieniu. Stała czystość i tolerancja są ważniejsze niż pojedyncze „idealne” cięcie.
P: Czy większa prędkość jest zawsze lepsza?
A:Tylko jeśli jakość pozostanie stabilna przez całą zmianę. Wysoka prędkość z dryfującymi wymiarami lub częste przerwy na czyszczenie mogą generować mniej nadającą się do sprzedaży produkcję niż nieco wolniejsza i stabilniejsza linia.
P: Jakie zadania konserwacyjne najbardziej bezpośrednio chronią jakość?
A:Czyszczenie powierzchni klejących, usuwanie pyłu w pobliżu cięcia i rutynowe kontrole pod kątem wibracji i luzów to duże korzyści. Zapobiegają one „małemu dryftowi”, który cicho tworzy złom.
Chcesz dopasować odpowiednią maszynę do produkcji tub papierowych do specyfikacji tub i dziennego celu produkcyjnego?
Podaj nam zakres średnic, grubość ścianki, tolerancję długości, rodzaj papieru i docelową pojemność, a pomożemy Ci zaprojektować praktyczną konfigurację dla którego priorytetem jest stabilna produkcja, szybkie zmiany i czyste cięcia. Jeśli chcesz mniej niespodzianek i bardziej przewidywalnych zmian, skontaktuj się z namiaby omówić Twoją aplikację i poprosić o rozwiązanie dostosowane do Twoich potrzeb.











